

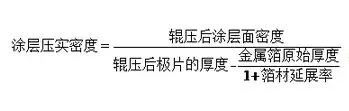
��؛���OƬ�OӋ���A����Ҋȱ�ݺ͌�늳����ܵ�Ӱ�

�늳�늘O��һ�N�w���M�ɵ�Ϳ�ӣ������Ϳ���ڽ��ټ����w�ϡ���x��늳��OƬͿ�ӿɿ���һ�N�ͺϲ��ϣ���Ҫ�������ֽM�ɣ�
(1)�������|�w����
(2)��늄����Y�����ϵĽM����(̼�z��)��
(3)��϶����M늽�Һ��
������w�e�Pϵ��ʾ�飺
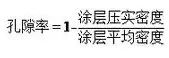
��϶�� + �����|�w�e�֔� + ̼�z���w�e�֔�=1
�늳ؘOƬ���OӋ�Ƿdz���Ҫ�ģ��Fᘌ��늳ؘOƬ�OӋ���A֪�R�M�к��ν�B��

���磬LiFePO4Ħ���|��157.756 g/mol������Փ�����飺

�@Ӌ��ֵֻ����Փ�Ŀ��������鱣�C���ϽY�����棬���H��x��ÓǶϵ��С��1�����H�IJ��ϵĿ������飺
���У�Ϳ�ӵ����ܶ���һ���P�I���OӋ�����������ܶȲ�׃�r��Ϳ�����ܶ�������ζ���OƬ������ӣ���ӂ�ݔ���x�������������ӣ��������ӳ̶����ޡ���OƬ�У���x����늽�Һ�е��w���迹������Ӱ푱������Ե���Ҫԭ���]����϶�ʺͿ�϶�������Bͬ���x���ڿ�϶�ȵ��w�ƾ��x�ȘOƬ��ȶ���ܶ��

N/PҪ����1.0��һ��1.04~1.20���@��Ҫ��̎�ڰ�ȫ�OӋ����ֹؓ�O����x�ӟo����Դ���������OӋ�rҪ���]������������Ϳ��ƫ����ǣ�N/P�^��r��늳ز����������pʧ������늳�����ƫ�ͣ�늳������ܶ�Ҳ�����͡�
����������ؓ�O���������O�^���OӋ��늳�����������ؓ�O�������_�������O�^���OӋ����������늳صĸߜ����ܣ��ߜؚ��w��Ҫ��Դ��ؓ�O�������O�^���OӋ�r��ؓ�O�λ�^�ͣ������������䇱����γ�SEIĤ��
 ����
���� ��
�� ����
����a. ���ܶ�ָ���w�|�����Բ������w�������϶���w�e(�挍�w�e)����õ��ܶȡ����ų����еĿ�϶ռ�е��w�e����õ����|�������ܶȡ�
b. �w���ܶ�ָ���w�|���������_�ڼ����c���]�����ڃȵ��w���w�e����õ��ܶȡ����ų��w��֮�g�Ŀ�϶�������ų��w���Ȳ������ļ�С��϶����õ��w���������ܶȡ���
c. �ѷe�ܶȣ���Ϳ���ܶȣ�ָ���w�|������ԓ���w���M��Ϳ�ӵ��w�e����õ��ܶȡ������õ��w�e�����w�������Ŀ�϶�Լ��w��֮�g��϶�ڃȵĿ��w�e��
 ��
�����У�D0��ʾ���ϱ������ДUɢ(����)�ʣ�ε����������w�e�֔���τ����������������ʡ��ں��^���|ģ���У�һ�����Bruggeman�Pϵʽ��ȡϵ����=1.5����Ӌ���늘O����Ч���ԡ�
 ����
����
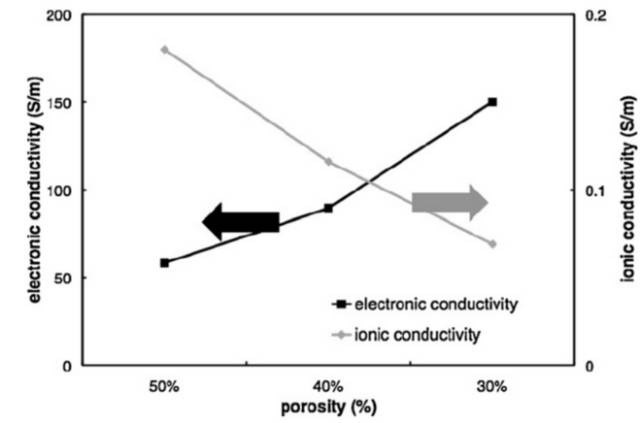
늽�Һ����ڶ��늘O�Ŀ�϶�У���x���ڿ�϶��ͨ�^늽�Һ��������x�ӵĂ��������c��϶���������P����϶��Խ���ஔ��늽�Һ���w�e�֔�Խ�ߣ���x����Ч늌���Խ�����O�OƬ�У����ͨ�^̼�z����ݔ��̼�z����w�e�֔���̼�z�����������ֱ�ӛQ�������Ч늌��ʡ�
��϶�ʺ�̼�z����w�e�֔����ì�ܵģ���϶�ʴ��Ȼ����̼�z���w�e�֔����ͣ���ˣ���x�Ӻ���ӵ���Ч��������Ҳ���ì�ܵģ���D2��ʾ���S����϶�ʽ��ͣ���x����Ч늌��ʽ��ͣ��������Ч늌������ߡ�늘O�OӋ�У����ƽ�����Ҳ���P�I��
Ŀǰ����늳ؘOƬ�Ƃ��^���У�Խ��Խ����ھ��z�y���g�����ã��Ķ���Ч�R�e�aƷ������ȱ�ݣ�������Ʒ�������r�����o���a�����Ԅӻ����˹������a�^�������{�������Ͳ����ʡ�
�OƬ�����г��õ��ھ��z�y���g�����{�����ԙz�y���OƬ�|���z�y���ߴ�z�y�ȷ��棬���磺��1���ھ�ճ��Ӌֱ�Ӱ��b��Ϳ�����ϹރȌ��r�z�y�{�ϵ���׃���ԣ��z�y�{�ϵķ����ԣ���2������X�侀��β�侀��Ϳ����ˇ��ֱ�Ӝy���@��Ϳ�ӵ����ܶȣ���y�����ȸߣ���ݗ����O��r����ҾS�o�韩����3�������ھ��y���g�����ڜy���OƬ�ĺ�ȣ��y�����ȿ��_±1. 0μm��߀�܌��r�@ʾ�y����ȼ����׃��څ�ݣ����ڔ����ݺͷ�������4������CCDҕ�X���g�z�y�OƬ�ı���ȱ�ݣ������þ��CCD ���豻�y��D�r̎��������ȱ��e�����F���OƬ����ȱ�ݵğo�p�ھ��z�y��
�ھ��z�y���g�����|�����ƵĹ��ߣ�����ȱ���c늳�����֮�g�����P��Ҳ�DZز����ٵģ��@�Ӳ��ܴ_�����Ʒ�ϸ�/���ϸ�˜ʡ�
���沿����x��늳ؘOƬ����ȱ�ݵęz�y���g�·���-�t�������g�Լ��@Щ��ͬȱ���c늻��W����֮�g���Pϵ���ν�B������D. Mohanty�Ȍ����M�е������о���
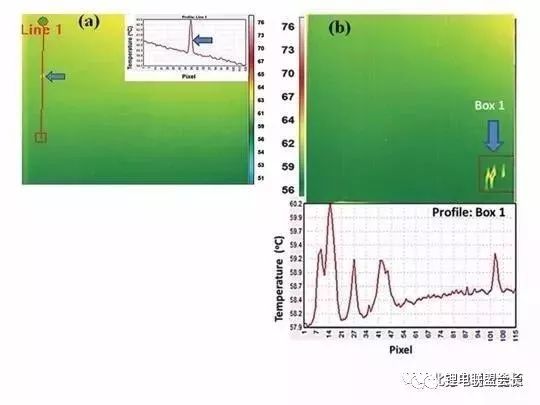
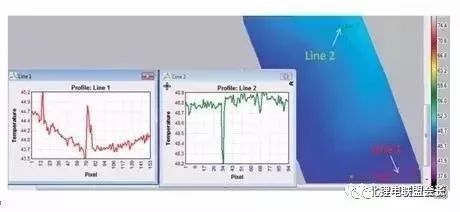
�D3����x��늳ؘOƬ���泣Ҋ��ȱ�ݣ���߅�ǹ�W�D����߅�ǟ����x���ĈD��
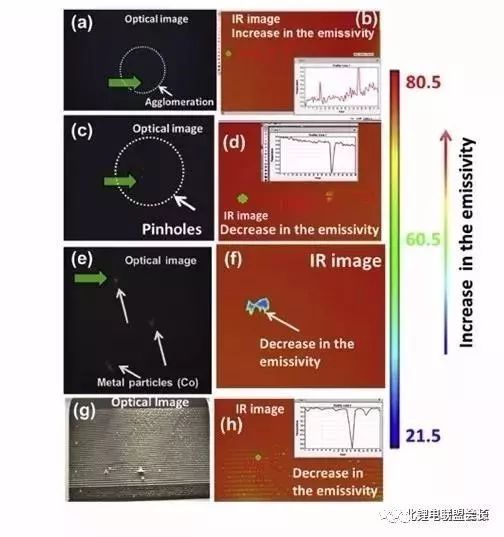
�D 3 �OƬ���泣Ҋȱ�ݣ� ��a��b�����/�F���w����c��d������/ᘿף���e��f�����ٮ����g��h��������Ϳ��
��a��b�����/�F���w������{�ϔ��費�����Ϳ�������ٶȲ������r�͕��a�����ȱ�ݡ�ճ�τ���̼�ڌ�늄��ĈF���w�����»��Գɷֺ����ͣ��OƬ�����p��
��c��d������/ᘿף��@Щȱ�݅^��]��Ϳ�ӣ�ͨ�����ɝ{���еĚ��ݮa���ġ������p���˻������|��������ʹ�����w��¶��늽�Һ�У��Ķ�������늻��W������
��e��f�����ٮ���{�ϻ����O�䡢�h��������Ľ��ٮ�����ٮ���늳ص�Σ���ߴ��^��Ľ����w��ֱ�Ӵ̴���Ĥ��������ؓ�O֮�g��·���@��������·�����⣬�����ٮ���������O���֮�����O�λ���ߣ����ٰl���ܽ⣬ͨ�^늽�Һ�Uɢ��Ȼ������ؓ�O������������K�̴���Ĥ���γɶ�·���@�ǻ��W�ܽ��·��늳ع��S�F���Ҋ�Ľ��ٮ�����Fe��Cu��Zn��Al��Sn��SUS�ȡ�
��g��h��������Ϳ�ӣ���{�ϔ��費��֣��w�������^��r���׳��F�l�y������Ϳ�Ӳ������@��Ӱ�늳�������һ���ԣ��������F��ȫ�]��Ϳ�ӵėl�y���������Ͱ�ȫ�Ծ���Ӱ푡�

�����OƬ����ȱ��늳����ܵ�Ӱ�
��1����늳ر��������͎삐Ч�ʵ�Ӱ�
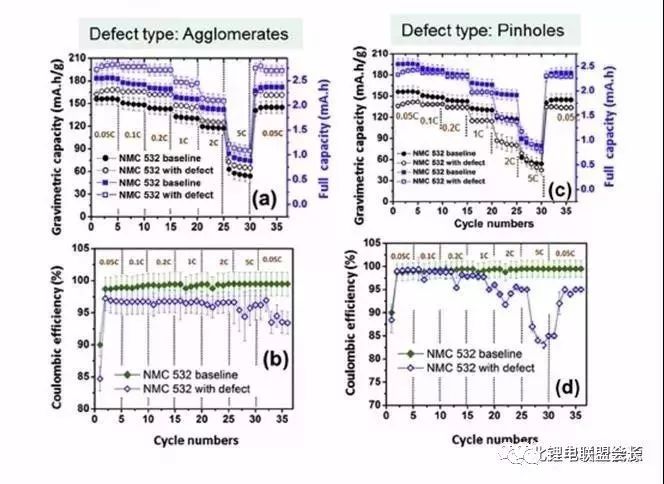
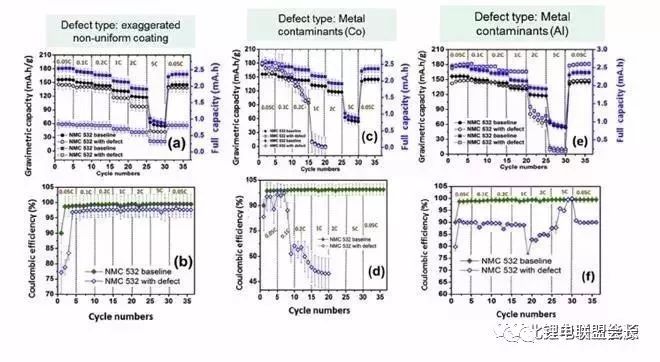
�D8 ���O������Ϳ�ӡ��Լ����ٮ���Co��Al��늳ر��������͎삐Ч�ʵ�Ӱ�

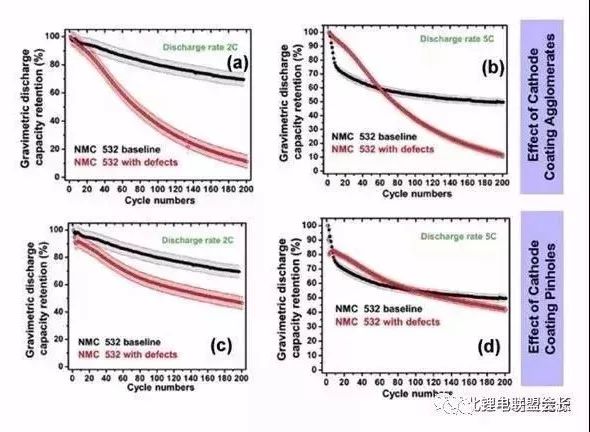
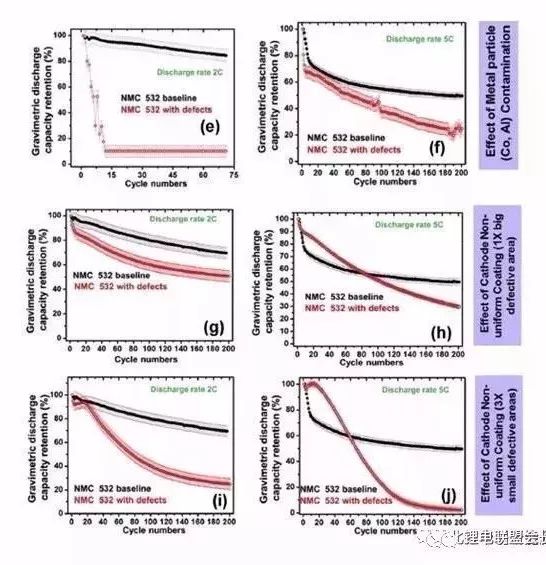
(؟�ξ�������)




�����Wע�� ����Դ��XXX�����Ї�늳��ˣ�������Ʒ�����D�d������ý�w���D�dĿ�����ڂ��f������Ϣ�������������Wٝͬ���^�c�͌����挍��ؓ؟��
������Ʒ���ݡ������������}��Ҫͬ���Wϵ�ģ�Ո��һ�܃��M�У��Ա��҂����r̎����
QQ��503204601
�]�䣺cbcu@m.69gh.com
-
��؛������13������늳؉�����ȫ���}����
2021-11-16 09:26 -
��؛ | ܛ��늳yԇ��������
2021-07-01 10:50 -
�늳ؘOƬ�OӋ������ȱ�ݷ���
2021-06-03 11:34 -
PPT | �늳��OӋԭ�t���������
2021-03-15 11:38 -
500Wh/kg�߱��ܽ����늳�ؓ�O�OӋ
2020-10-15 20:26 -
�V���S��iA5늳�ϵ�y�OӋ
2020-10-08 13:29 -
�D�⌚�RiX3��늳�ģ�M�OӋ������
2020-09-16 21:50 -
����S�������OӋ��BEV늳�ϵ�y
2020-09-09 11:31 -
�IJ��ϡ��OӋ��ˇ������㶮�늳ذ�ȫ���g
2020-06-16 10:50 -
��x��늳ؘOƬ݁������Ԕ��
2020-05-04 15:09
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|


-
��؛������13������늳؉�����ȫ���}����
2021-11-16 09:26 -
��؛ | ܛ��늳yԇ��������
2021-07-01 10:50 -
�늳ؘOƬ�OӋ������ȱ�ݷ���
2021-06-03 11:34 -
PPT | �늳��OӋԭ�t���������
2021-03-15 11:38 -
500Wh/kg�߱��ܽ����늳�ؓ�O�OӋ
2020-10-15 20:26 -
�V���S��iA5늳�ϵ�y�OӋ
2020-10-08 13:29 -
�D�⌚�RiX3��늳�ģ�M�OӋ������
2020-09-16 21:50 -
����S�������OӋ��BEV늳�ϵ�y
2020-09-09 11:31
-
2024�늳����Ј��
2024-05-24 18:59 -
С�����늳����죬�c���r���������Y��˾��
2024-05-20 19:05 -
�������Ŀ�Kֹ���ذ��ļ�������I�μ��U��a�ܣ�
2024-05-15 19:12 -
�y�ֶ���������@����I5������늳��Ŀ�_��/���s!
2024-05-21 18:46 -
�ذ�������Դͻ���������ã��̑B늳�ِ���������l
2024-05-28 18:18 -
Ͷ�Y��25�|Ԫ���@������I�M���������O늳ػ��WƷ�Ŀ
2024-05-22 19:20 -
��һ10GWh�Ŀ�_�����̑B늳ؾ��x�a�I��߀Ҫ��ã�
2024-05-11 19:17 -
���r�����ȁ��ϡ��Є��º���ͬ��؛ε������������
2024-05-09 18:48

�rֵ�ɾ��ИIƷ�ƣ����\�����ṩ���������YӍ
��ICP��2024061100̖
 �Ź���̖
�Ź���̖